 上海
上海 氦质谱检漏仪焊接容器检漏阅读数: 9338

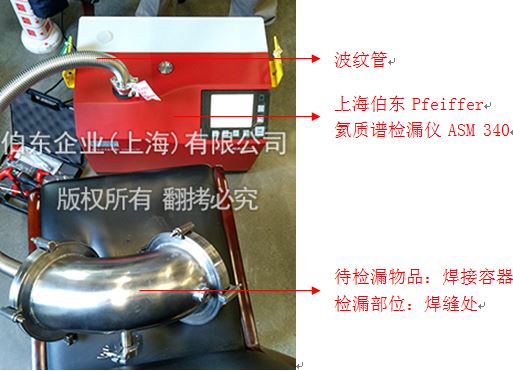
Pfeiffer 氦质谱检漏仪焊接容器检漏
焊接容器检漏原因:焊接容器的密封性能影响整个产品的品质,而密封性能又是由焊接的质量决定的,焊缝处如果存在不合格的漏点,会直接影响焊接容器的密封性能。

传统气泡检漏法:普通的检漏方法是将压缩气体充入焊接容器中然后泡在水里,观察是否有气泡冒出,如果有气泡冒出说明有漏。这种检漏方法有很大的局限性。一是精度差,通常 10 min 冒一个气泡对应的漏率是 E-4 级别;二是误差大,操作人员犯困或不留神没观察到气泡将导致漏检;三是不被国际客户认可,一般国外客户均要求提供氦质谱检漏仪检漏的数据。
焊接容器氦质谱检漏方法:采用氦质谱检漏仪检漏的方法很方便,仅需通过波纹软管将检漏仪与焊接容器连接,采用真空法检漏,按下检漏仪的启动键,待屏幕指示条变成绿色开始在焊接点喷氦气。如果某一点有漏,检漏仪马上报警同时显示漏率值,如果不漏,检漏仪将没有反应。上海伯东代理的 Pfeiffer 氦质谱检漏仪 ASM 340,检漏精度高,真空法漏率 5E-13 Pa m3/s,易操作免维护,目前广泛应用于泄漏检测行业。
* 更详细的焊接容器检漏方法欢迎致电 021-5046-3511

若您需要进一步的了解详细信息或讨论,请参考以下联络方式:
上海伯东:叶小姐 台湾伯东:王小姐
T: +86-21-5046-3511 ext 109 T: +886-3-567-9508 ext 161
F: +86-21-5046-1490 F: +886-3-567-0049
M: +86 1391-883-7267 M: +886-939-653-958
www.hakuto-vacuum.cn www.hakuto-vacuum.com.tw